Za zgodą Jerzego Kulińskiego
Część pierwsza – wał śrubowy
Każdy żeglujący przez życie mężczyzna wie, że udana współpraca wału z pochwą może być źródłem głębokiej i długotrwałej satysfakcji dla obojga. Inni, na szczęście nieliczni, wiedzą że pochwa, która czuję się nie na swoim miejscu potrafi być źródłem gorszących hałasów i niedobrych wibracji, zatruwających życie na jachcie w sposób, który sprawia, że wał któregoś dnia (lub nocy) mówi adieu! i na biegu wstecznym chyłkiem opuszcza naszą łódkę raniąc wirującą śrubą najbliższych – zazwyczaj płetwę i/lub trzon sterowy.
Oczywiście w odwecie rozszalała z frustracji pochwa za nic ma dotychczasowe poczucie obowiązku i z głośnym gulgotem wylewa wszystkie swoje żale w tempie około 20-30 litrów na minutę do środka jachtu (dla wału 25-30 mm). Jeśli w ciągu pierwszych 15 minut nie opanujecie przecieku macie mniej niż godzinę na opuszczenie jednostki – większość jachtów nie tonie na równej stępce.
Zatem w tym artykule zajmiemy się poradnictwem rodzinnym skoncentrowanym tylko na jednym: jak doprowadzić do szczęśliwego związku zainteresowanych nie inwestując przesadnie.
Ten ostatni aspekt jest ważny. Dla typowego jachtu koszt fabrycznego rozwiązania np. VETUS (z łożyskiem gumowym i uszczelnieniem tylnym wynosi przeszło 3300 zł (według katalogu z 2014 roku).
W artykule pokażemy jak całość wykonać za mniej więcej 1/6 tej kwoty. Chociaż z góry muszę uprzedzić, że nie jest to szybkie myk-myk – to jednak 2 dni pracy uwzględniając wykonanie narzędzia do wiercenia otworu w stewie, staranne wykonanie stożka i gwintu na wale oraz spasowanie całości.
Zakładam też, że roboty tokarskie zlecicie tokarzowi – tym nie mniej, ponieważ cześć klanu SSI ma dostęp do tokarki opiszę w szczegółach tricki warsztatowe jak samodzielnie do początku do końca wykonać idealny wał. Zapłacicie za to 50-150 zł.
Teraz o materiałach. Wymiary i ceny podaje dla typowego wału L=1000 mm na podstawie rachunków z tego roku. Potrzebujecie (stal 316L):
1. Wałka Fi=25 mm L=1150 (potrzebujecie pewnego naddatku) – 108 zł (to będzie główny wał)
2. Rura Fi=10 x 2 L=80 (na doprowadzenie smaru i wody do dławicy) – 4 zł
3. Rura Fi=40 , gr ścianki 2 mm L = 1200 mm – 45 zł (pochwa oraz obudowa dławicy)
4. Wałek Fi=50 L=110 – 35 zł (obudowa łożyska gumowego VETUS)
5. Łożysko VETUS 25 x 100 – 127,5 (najtaniej w emarine.pl)
6. Rura gumowa Fi=40 mm, zbrojona 17 zł
7. Tuleja poliamid (PA6) 25×40 L=50 mm – 15 zł
8. Płytka stalowa 70 x 60 x 4 – 6 zł
9. Wiertło płetwowe Fi=40 mm – 4 zł
10. 2 szt Simmering tc 25 x 38 x 7 ze sprężynką elastomerową – 8 zł
11. Opaski zaciskowe Fi-38-57 4 szt. -10 zł
12. Opaski zaciskowe Fi = 8-14 4 szt. 8 zł
13. Smarownica profesjonalna 400 mm – 50 zł
14. Smar OKS 403 wodoodporny do wody morskiej – 50 zł (500 ml)
15. Wkręty imbusowe fi=5 mm L=8 mm (nierdzewne) 4 szt 3 zł
Mamy wszystkie elementy. Najpierw wykonamy wał. Nie jest to trudne, ale jeśli macie wątpliwość co do swoich umiejętności tokarskich, to zlecenie jego wykonania będzie Was kosztować od 50-150 zł.
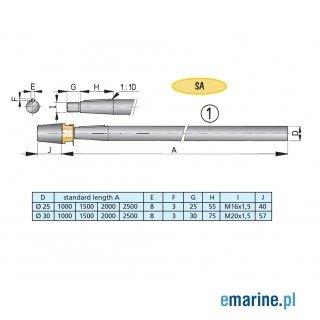
Jednak w praktyce jest to bardzo proste – o ile będziecie trzymali się poniższych zaleceń. Chcemy otrzymać wał o takich parametrach.


Zdjęcia pokazują użycie mojej ukochanej tokarki TUD z lat 60-tych. Jeżeli za grosze kupiliście taką lub podobną maszynę z upadających w latach 90-tych zakładów to wierzę głęboko, że podzielacie moją namiętną miłość do tych obrabiarek. Czyż piękno bezszumnego, precyzyjnego wrzeciona nie jest urzekające? A praca nienagannej śruby pociągowej tnącej dla Was dowolne gwinty? Radosny świergot obrotowego kła? Tajemniczy szum chłodziwa kojącego jęki obrabianej stali molibdenowej? Eh, Ona jest istotą naprawdę z klasą – a uczucie moje z latami tylko się pogłębia.
Jeżeli Wasza tokarka nie ma liniału to możecie po prostu skręcić imak nożowy o kąt wynikający z pożądanej zbieżności stożka. Dla stożków Vetusa zbieżność wynosi 1:10.
Jeżeli Wam się zapomniało jak przejść ze zbieżności na kąty skręcenia imaka lub ustawienia liniału tutaj znajdziecie potrzebne wzory http://ioitbm.p.lodz.pl/Dydaktyka/MWG/INSMWG09.pdf
Na poniższej fotografii widzimy toczenie stożka z użyciem skręcenia imaka – niestety w ciasnym warsztaciku nie miałem dobrego podejścia, aby to lepiej pokazać.
Teraz ważny trick warsztatowy. ZAWSZE ZACZYNACIE OD STOŻKA O ZA MAŁEJ ZBIEŻNOŚCI w stosunku do obliczeń wynikłych z pomiarów stożka śruby. Dlaczego? Po jak powtarza mój warsztatowy brat bliźniak Marek Wąsik: zawsze lepiej pocieniasić niźli potem pogrubasić….
Nasadzacie śrubę i patrzycie jak się kiwają łopaty – to Wam daje wskazówkę ile jeszcze zebrać ze zbieżności stożka. W pewnym momencie śruba z cichym westchnieniem ulgi przytul się całą swoją powierzchnią do stożka. Wbijcie ją delikatnym puknięciem gumowego młotka na wał. Wycofajcie imak nożowy zapisując jego skręcenie. Nóż dosuńcie do krawędzi jednej z łopat tak, aby ją dotknął ale nie zarysował. Obróćcie śrubę – pozostałe dwie łopaty muszą przesunąć się przy nożu w identyczny sposób. Jeżeli tak jest – to bingo!
Teraz mając eksperymentalnie dobraną zbieżność w praktycznej tolerancji toczę wałek i nacinam gwint 18×1. Jeżeli tabliczka jest nieczytelna to można ją kupić za niewielkie pieniądze na Allegro z jakiś starych zapasów za 50 zł podobnie jak DTR-ki do tarnowskich tokarek. Jeszcze tylko drobna uwaga dotycząca toczenia gwintu. Kiedy macie już 2-3 przejście to oszczędzajcie nóż i dodajcie ręcznie 1-2 setki w kierunku uchwytu. Wtedy nóż będzie ciął tylko jedną krawędzią – to bardzo wydłuża mu żywotność.

Wał jest gotowy. Teraz najlepiej jest nałożyć na niego śrubę (nie wyjmując walu z uchwytu tokarskiego) i wcisnąć ja na stożek używając tulei konika. Pamiętajcie o włożeniu dociętego klina i podkładki z podtoczeniem przed nakrętką. Nakręcacie nakrętkę koronową, dociągacie ją kluczem przy zablokowanym wrzecionie i wiercicie otwór fi =3 pod zawleczkę zabezpieczającą. Teraz zawleczka i do autka z gotowym wałem oraz zamontowaną śrubą.
Całość wykonania wału pochłonęła około 3 godzi z pogawędkami po drodze – dość żmudne jest polerowanie. Ale koszt wału wyniósł około 120 zł wobec około 850-1000 zł za oryginalny wał VETUS-a.
W następny odcinku – wreszcie oczekiwana pochwa i sprytne uszczelnienie przednie.
PS. Autor bardzo dziękuję p. Stasinkowi ze Stepnicy za możliwość wykonanie na potrzeby tego artykułu wszystkich rekwizytów. Jego wiedza i doświadczenie w różnych technologiach obróbki metali zawstydzają mnie głęboko. Ale umówiłem się z Nim na pogłębioną praktykę zawodową na przyszłe lato…
Z czego zapewne coś dobrego wyniknie dla rodziny SSI.








{kind=link}